054-345-2495
054-345-2495



アプセット鍛造とは?
ひと口に「鍛造」といっても、金型使用の有無による分類(自由鍛造と型鍛造)、機械による分類、温度による分類(熱間・冷間・温間鍛造)など、いろいろな分類がありますが、アプセット鍛造というのは「成形の種類」による分類の一つです。
鍛造成形には下記のようなものがあります。
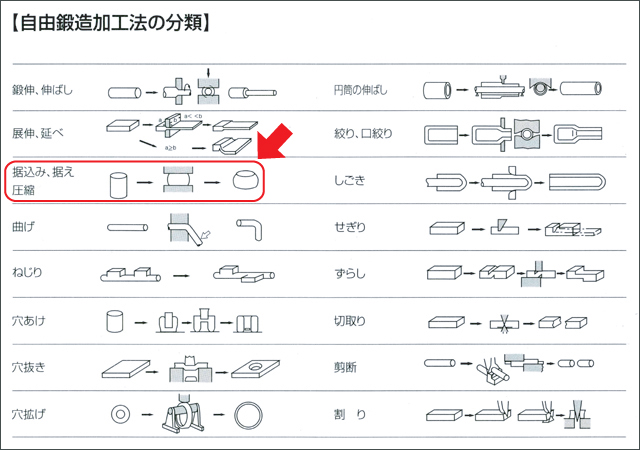
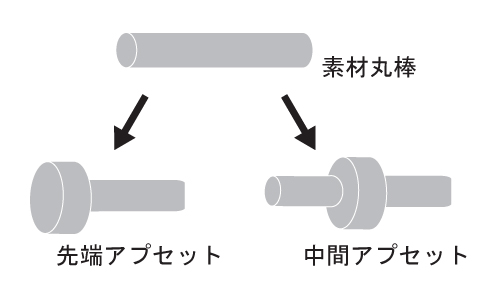
この中の「据え込み」という成形がアプセット鍛造(upset-forging)です。「据え込み」とは:軸方向に加圧して高さを減少させると同時に断面を増大させる成形方法。しかし一般的には、素材(丸棒)の先端または中間を加熱して部分成形する工法を「アプセット鍛造」と言われます。
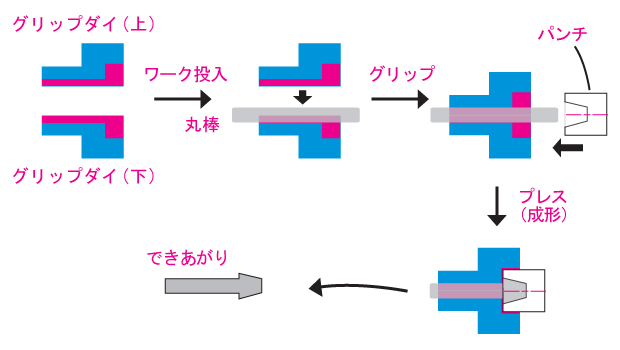
よく「“アプセット鍛造”と“アプセッタ”はどう違うのでしょうか?」と訊かれますが、“アプセット鍛造”というのは「成形の種類」、“アプセッタ”というのは「機械の種類」です。一般的にアプセッタとは軸物の据込み鍛造をするために、軸部をグリップ(掴む)する機構と、軸方向に加圧成形する機構の2つの機構をもった、ダブルアクションの鍛造機を言います。金型では、軸部をグリップするための割型を「グリップダイ」、頭部を据込成形する金型を「パンチ」といいます。
コストダウン事例
アプセット鍛造技術で、工程短縮・コストダウンが可能!
アプセット鍛造のメリットは、これまで複数の加工が必要な工程を大幅に短縮できる点にあります。その分、リードタイムの短縮だけでなく、材料コストの低減や強度の向上、量産対応など、あらゆる要素を付加価値として提供することも可能です。
一度、現在の加工工程を見直してみるのはいかがでしょうか?東名鍛工がご相談に応じます。
※よくあるご質問もありますので、ご参照ください。

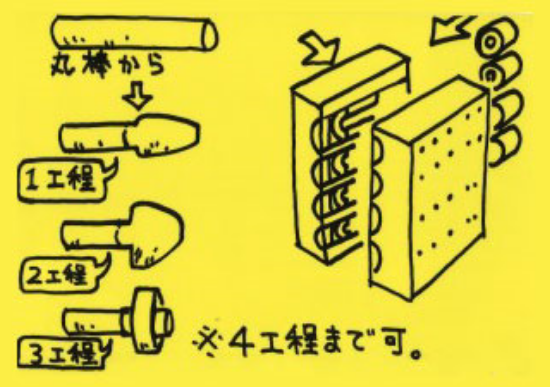
2工程から4工程工法へ変更による取り代低減化事例
BEFORE
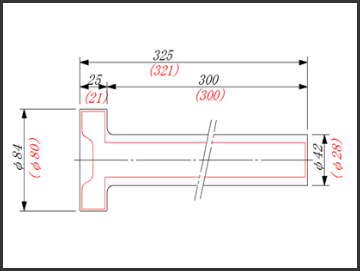
状況
本来は仕上り軸径に近い丸棒から鍛造したかったが、現行の鍛造メーカーでは2工程しかできず、フランジのボリュームを成形するには太い丸棒を使用し、鍛造しなければならなかった。仕上り重量2.25Kgに対し、鍛造品重量は4.39Kgであり、重量差が2.14Kgもあった。
AFTER
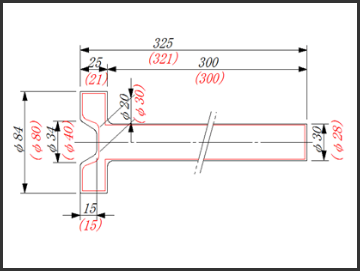
改善内容
東名鍛工のアプセッタであれば4工程まで対応可能であり、丸棒はφ42→φ30から鍛造可能へ。また、3工程目でフランジ上部に凹みを入れ、よりニアネット化に成功。
結果仕上り重量2.25Kgに対し、鍛造品重量は2.75Kgとなり、重量差が0.50Kgになった。取り代76%低減!